We have designed granulation plants that produce over 20 million tons per year of granular fertilizer in various forms including DAP, MAP, TSP and NPK grades.
Since 2003 in Morocco alone, 11 lines capable of producing over 9 million tons per year of granular fertilizer have been installed.
Our granulation process is very flexible and with minor modifications can be adapted to produce a combination of both TSP, NPK and APS. Product trace elements can be added to provide supplementary nutrients.
Flow Sheet Options
To produce NPK grades, the flowsheet is adjusted with the addition of feed systems incorporating weigh belt feeders for the solid potash and/or other nitrogen feed (e.g., ammonium sulfate, urea, etc.).
In cases where significant quantities of urea is incorporated, the screening system is adjusted so that the oversize is cooled. This allows the granulation temperature to be controlled at a level which prevents excessively soluble conditions and avoids problems of build-up inside the crushers.
In addition, NPK products require a longer residence time for drying, particularly when urea is incorporated in the formulations.
This is because lower product water contents are required (0.8% maximum, depending on grade) and lower drying temperatures must be used due to the low melting point of these mixtures. NPK products also need to be coated with an anti-caking treatment for satisfactory storage properties.
Particularly for fertilizers containing urea, the best coating is a finely ground clay. An oil is also added to act as a “glue” to stick the dust to the surface of the granule. The coating can be carried out in a ribbon blender or a small rotary drum.
FEATURES AND BENEFITS
Benefits
- Stable operation at the minimum recycles ratios.
- Small equipment sizes even for large capacity plants producing multiple grades (reduced CAPEX and OPEX)
- Very high product uniformity index (UI) with minimum screening area requirements
- Maximum ammonia recovery, minimum fluorine emissions
- High on-stream factor
- Energy savings (reduced OPEX).
Process Features
- Pre-neutralizer
- Pre-neutralizer / Pipe Reactor Combination
- Efficient drilled pipe granulator NH3 sparger
- Product screen control system
- Accurate control of recycling
- Dual Mole Ratio scrubbing system
- Energy efficient NH3 vaporization.
Equipment Features
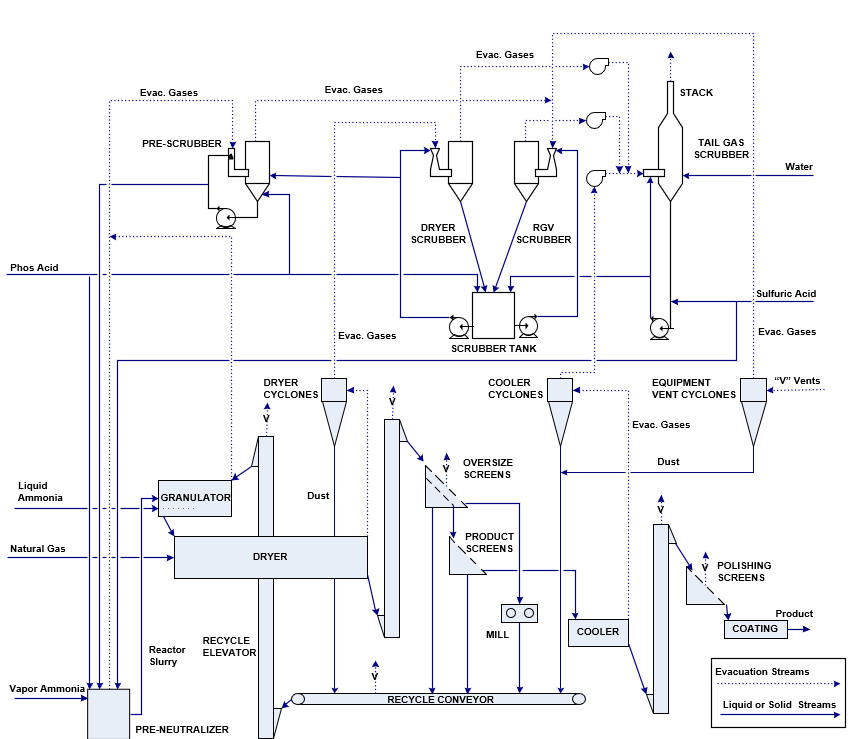
Our process for DAP/MAP/APS/NPK production uses a stirred tank reactor (pre-neutralizer) to react ammonia with phosphoric acid.
To minimize the water required for fluidity of the slurry, the reactor is normally operated at the point of maximum solubility, which occurs at N:P mole ratios of approximately 0.7 and 1.45.
Further ammoniation is carried out in the granulator to raise the mole ratio to 1.1-1.25 or 1.6-1.85 to obtain the correct product grade. This mode of operation produces high-quality product - uniform large size, spherical and hard.
Pipe Reactor
A pipe reactor can be offered as an option operating in series with the pre-neutralizer. Further strong phosphoric acid and gaseous ammonia are added to the pipe reactor thus reducing the water content of the preneutralizer slurry before it discharges into the granulator. Operation in this fashion allows lower recycle ratios and hence higher production rates at the expense of product quality (size, uniformity, and shape).
Dual-Mole Scrubbing System
Dual-mole scrubbing allows maximum removal of ammonia and fluorine from the plant off-gases. The gases most heavily laden with ammonia are first scrubbed in a pre-scrubber at MR 1.5 which minimizes fluorine stripping. The gases are then scrubbed in the RGV and dryer scrubbers at MR 0.7 to efficiently capture the remaining ammonia but with a low incoming fluoride load.
Recycle Control
To precisely control the quality of granulation, it is necessary to accurately control the recycle rate by diverting some product size material to the recycle stream. Double deck fines screens allow “large size” product (> 3 mm) to be separated and ass directly to the cooler whereas a portion of the “small size” product is diverted to the recycle stream. In this way, only relatively small product is recycled, which increases the surface area of the recycle per tonne thus minimizing recycle ratio and results in a more closely sized product. The recycle is weighed on a conveyor belt and the rate automatically controlled by adjusting the amount of product diverted to the recycle stream. The conveyor has a specially designed enclosure which is connected to the plant dedusting system to keep the atmosphere in the plant dust free.